


Все продукты
-
oilless кусты
-
В оболочке бронзовые подшипники
-
Втулки заткнутые графитом
-
Бронзовые втулки рукава
-
Собственная личность смазывая простой подшипник
-
бронзовое глайтлагер
-
Подшипники полимера простые
-
Биметаллические кусты подшипника
-
БРОНЗОВЫЕ ПРОСТЫЕ ПОДШИПНИКИ
-
Пластиковые простые подшипники
-
Плиты носки Лубе собственной личности
-
Втулки нержавеющей стали
-
Бронзовые буксы бросания
-
Материал бронзовой буксы
-
Втулка клапана
-
Собственная личность смазывая бронзовые буксы
-
служить фланцем подшипник рукава
-
Сухой сползая подшипник
-
 Дэвид от КанадыНаш импорт компании бронзовое глайтлагер от фарфора вииплус, команды вииплус профессиональной убеждается что зазор таможни всегда ровны. Они предусматривают точную классификацию бронзовой буксы, регулируют всю обработку документов, мы получали самосмазочные бронзовые буксы. Они смотрят хорошо сделанными и высококачественное.
Дэвид от КанадыНаш импорт компании бронзовое глайтлагер от фарфора вииплус, команды вииплус профессиональной убеждается что зазор таможни всегда ровны. Они предусматривают точную классификацию бронзовой буксы, регулируют всю обработку документов, мы получали самосмазочные бронзовые буксы. Они смотрят хорошо сделанными и высококачественное. -
 Валерия от КалифорнииМы импортируем бронзовое глайтлагер от Китая к под инкотерм ОБМАНЫВАЕМ Шанхай, иногда самолетом. вииплус очень хороший бронзовый поставщик глайтлагер, они очень профессиональны и терпеливый, после того как мы сообщаем новый порядок, они будьте глайтлагер изготовителя бронзовое во времени и дать нам расписание, и после этого нам как раз нужно получить бронзовые части
Валерия от КалифорнииМы импортируем бронзовое глайтлагер от Китая к под инкотерм ОБМАНЫВАЕМ Шанхай, иногда самолетом. вииплус очень хороший бронзовый поставщик глайтлагер, они очень профессиональны и терпеливый, после того как мы сообщаем новый порядок, они будьте глайтлагер изготовителя бронзовое во времени и дать нам расписание, и после этого нам как раз нужно получить бронзовые части -
 Маргаритка от ГерманииСамые лучшие поверхностные финиши для подшипника рукава, более плотной концентричности, и единообразия материала бронзовых букс. Хороший поставщик стандартного дюйма и метрических подшипников и втулок рукава от фарфора. https://www.bronzelube.com/
Маргаритка от ГерманииСамые лучшие поверхностные финиши для подшипника рукава, более плотной концентричности, и единообразия материала бронзовых букс. Хороший поставщик стандартного дюйма и метрических подшипников и втулок рукава от фарфора. https://www.bronzelube.com/
Контактное лицо :
Tiffany
Номер телефона :
+86 18258386757
whatsapp :
+8618258386757
GCR15 затвердело стальной паз втулки подшипника рукава






| Место происхождения | Бронзовый поставщик подшипников |
|---|---|
| Фирменное наименование | VIIPLUS |
| Сертификация | ISO9001 |
| Номер модели | Твердая втулка, затвердетая стальная втулка |
| Количество мин заказа | Могущий быть предметом переговоров |
| Цена | Solid bushing MFG, china factory directly prices |
| Упаковывая детали | БУСХИНГ КОРОБКИ ЭКСПОРТА, ДЕРЕВЯННЫЙ СЛУЧАЙ, ОПРЕДЕЛЯЕТ ТРЕБОВАНИЯ |
| Время доставки | Быстрая доставка |
| Условия оплаты | ТТ заранее |
| Поставка способности | Бронзовые буксы онлайн • Изготовители сползая подшипников • Самосмазочные поставщики втулки |

Свяжитесь я бесплатно образцы и талоны.
whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
Если вы имеете любую заботу, то мы предусматриваем 24-часовую интерактивную справку.
xПодробная информация о продукте
| Материал | К45, ГКр15, 40Кр | Особенность | Затвердейте, сопротивление носки |
|---|---|---|---|
| Применение | Экскаваторы, краны, машина конструкции | размер | Подгонянный |
| Носить цену по прейскуранту завода-изготовителя втулки | tiffany@viiplus.com | Самосмазочный нося изготовитель втулки | https://www.viiplus.com/ |
| Высокий свет | PTFE покрыло собственную личность смазывая простой подшипник, собственную личность тефлона смазывая | Характеристика | Втулки скольжения (биметаллические подшипники скольжения) |
| Сухой подшипник скольжения | Собственная личность смазывая простую нося работу в высокотемпературных & погруженных в воду примене | Экспортеры поставщиков изготовителей подшипников с цельной втулкой | простые подшипники. Длиной, не требующее ухода обслуживание, изготовляет втулки в различных дизайнах |
| Высокий свет | Собственная личность смазывая простой подшипник экскаватора,Затвердейте собственную личность смазывая подшипник |
||
Характер продукции
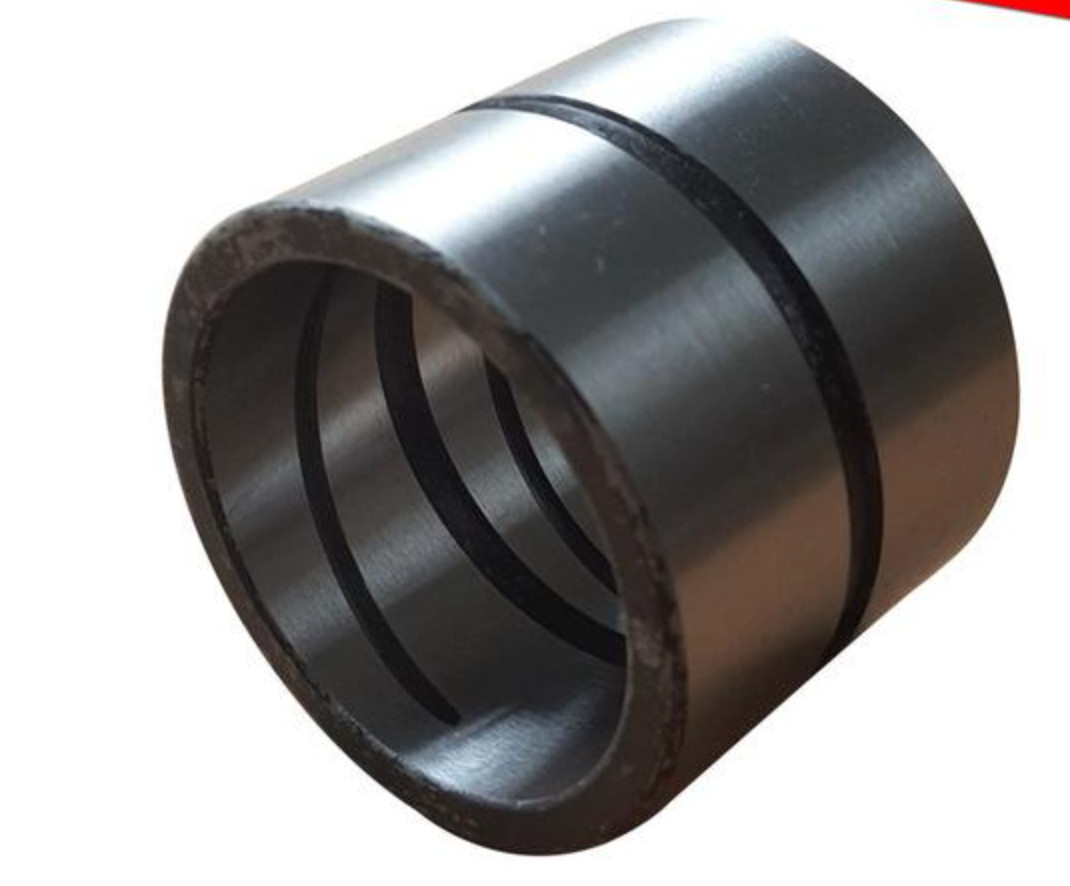
Твердая втулка, затвердетая стальная втулка, для экскаватора, GCR15 затвердела стальной паз втулки подшипника рукава, высокуглеродистый хромий нося стальные втулки
Специализированный в продукции GCR15 нося рукав стального рукава рукава особенного трудного износоустойчивого стального износоустойчивый самосмазочный стальной
GCR15 нося рукав стального рукава рукава особотвердого стального самосмазочный износоустойчивый стальной.
В разнообразие рангах стали как основное вещество, согласно некоторой пропорции согласно эксплуатационным режимам в стороне работы обрабатывая из полости и заполнить в твердой смазке, стальной сплав обеспечивает высокую величину наибольшей допускаемой нагрузки на опору и твердую смазку более низкая пара трением можно сформировать, под условием высокой малой скорости нагрузки показала что свой превосходный смазывать твердые инкрустированные усиленные продукты, имеет очень высокое представление обжатия. Когда врезанный графит работает, частицы смазки discharged, так, что слой диафрагмы будет произведен между валом и рукавом, который имеет преимущества анти--укуса чем смазка масла мономера.
Особенно соответствующее для поддерживая частей поднимаясь машинного оборудования, как столб проводника прессформы, рамка прессформы машины инжекционного метода литья, машины завальцовки почвы, козлов крана, etc.
Специфическому размеру может сослаться на стандарт JDB-650, можно также соответствовать стальной продукции вала.
Твердая втулка для промышленных применений. Ваш глобальный партнер для технологии сползая подшипника. Втулки заказа онлайн. Разряд продукта. Взгляд www.viiplus.com; Простые нося типы доступные в стандартных размерах: Цилиндрические кусты, служить фланцем кусты, толкнутые шайбы, служить фланцем шайбы, сползая плиты.
|
Тип продукта:
|
Твердая втулка
|
|
Применение:
|
|
|
Материал:
|
GCr15, 40Cr, C45
|
|
Твердость:
|
52~60HRC
|
|
Максимальная динамическая нагрузка:
|
² 250N/mm
|
|
Максимальная линейная скорость:
|
0.1m/s
|
|
Значение Макс PV
|
1,5 ² .m/s N/mm
|
|
Работая предел температуры
|
-100~+350℃
|
|
Линейный коэффициент расширения
|
1.1×10-5/℃
|
|
В дополнение к стандартному каталогу продукта показывает, мы обеспечиваем нештатный продукт или приказать согласно требованиям клиента.
|
|
GCR15 затвердело стальной размер втулки паза подшипника рукава
|
d
|
D
|
IDF7
|
ODm6
|
L-0.10
-0,30 |
|||||||||||||||
|
8
|
10
|
12
|
15
|
16
|
20
|
25
|
30
|
35
|
40
|
50
|
60
|
70
|
80
|
||||||
|
8
|
12
|
8
|
+0,028
+0,013 |
12
|
+0,018
+0,007 |
081208
|
081210
|
081212
|
081215
|
|
|
|
|
|
|
|
|
|
|
|
10
|
14
|
10
|
14
|
101408
|
101410
|
101412
|
101415
|
|
101420
|
|
|
|
|
|
|
|
|
||
|
12
|
18
|
12
|
+0,034
+0,016 |
18
|
|
121810
|
121812
|
121815
|
121816
|
121820
|
121825
|
121830
|
|
|
|
|
|
|
|
|
13
|
19
|
13
|
19
|
+0,021
+0,008 |
|
131910
|
|
131915
|
131916
|
|
|
|
|
|
|
|
|
|
|
|
14
|
20
|
14
|
20
|
|
142010
|
142012
|
142015
|
|
142020
|
142025
|
142030
|
|
|
|
|
|
|
||
|
15
|
21
|
15
|
21
|
|
152110
|
152112
|
152115
|
152116
|
152120
|
152125
|
152130
|
|
|
|
|
|
|
||
|
16
|
22
|
16
|
22
|
|
162210
|
162212
|
162215
|
162216
|
162220
|
162225
|
162230
|
162235
|
162240
|
|
|
|
|
||
|
18
|
24
|
18
|
24
|
|
|
182412
|
182415
|
182416
|
182420
|
182425
|
182430
|
182435
|
182440
|
|
|
|
|
||
|
20
|
28
|
20
|
+0,041
+0,020 |
28
|
|
202810
|
202812
|
202815
|
202816
|
202820
|
202825
|
202830
|
202835
|
202840
|
202850
|
|
|
|
|
|
22
|
32
|
22
|
32
|
+0,025
+0,009 |
|
|
223212
|
223215
|
|
223220
|
223225
|
|
|
|
|
|
|
|
|
|
25
|
33
|
25
|
33
|
|
|
253312
|
253315
|
253316
|
253320
|
253325
|
253330
|
253335
|
253340
|
253350
|
253360
|
|
|
||
|
30
|
38
|
30
|
38
|
|
|
303812
|
303815
|
|
303820
|
303825
|
303830
|
303835
|
303840
|
303850
|
303860
|
|
|
||
|
35
|
45
|
35
|
+0,050
+0,025 |
45
|
|
|
|
|
|
354520
|
354525
|
354530
|
354535
|
354540
|
354550
|
354560
|
|
|
|
|
40
|
50
|
40
|
50
|
|
|
|
|
|
405020
|
405025
|
405030
|
405035
|
405040
|
405050
|
405060
|
405070
|
405080
|
||
|
45
|
55
|
45
|
55
|
+0,030
+0,011 |
|
|
|
|
|
|
|
455530
|
455535
|
455540
|
455550
|
455560
|
|
|
|
|
50
|
60
|
50
|
60
|
|
|
|
|
|
|
|
506030
|
506035
|
506040
|
506050
|
506060
|
506070
|
506080
|
||
Процесс гасить качество стального I. колец скольжения GCr15. Процесс расширять общие дефекты колец скольжения во время гасить и охлаждать
Масло широко использовано как гасить средство для носить части. Главная причина для стального рукава GCr15 что охлаждая тариф масла очень медленен в третьей ступени (периоде конвекции) процесса охлаждения. В предыдущей продукции но. 10, масло машины но. 20 в 650~500℃ между 20~50℃/s. Этап конвекции начинает от о 300℃ и продолжает к комнатной температуре, которая как раз в линии с охлаждая тарифом что температура мартенсита носить сталь требует более менее, так, что деформация и треская тенденция носить части значительно будут уменьшены в гася процесс. Однако, режим деятельности использовать ручной подъем для того чтобы поднять кольцо в масло, и частота и амплитуда кольца двигая вверх и вниз в масло проконтролированы оператором вручную, который труден для того чтобы соотвествовать отростчатые, т.е., время кольца двигая через масло нет чем 3S /mm. Поэтому, в процесс охлаждения, кольцо часто появляется следующие качественные проблемы: 1) плохое единообразие твердости: такая же серия расхождения твердости кольца HRC > 2, такое же единообразие твердости кольца HRC > 1 или 2. 2) региональные или местные мягкие места появляется на поверхность кольца. 3) для кольца с эффективной толщиной стены BBB 0 7mm, сетевидные trositic места появились в микроструктуру стального рукава 45.
Согласно качественному анализу термической обработки в 1998, число печей которым нужно быть отремонтированные должными к плохой охлаждать 51,5% из тарифа ремонта погашенного огня бронзовой буксы. Дефекты колец в руководстве процесса охлаждения к уменшению носить твердость и прочность, носят сопротивление и выносливость на усталость.
Процесс гасить качество стального кольца скольжения GCr15
Следующие измерения были приняты для проблем кольца во время охлаждать:
1. Без изменения охлаждая метода, увеличьте гася нагревая температуру кольца (выбрать температуру верхнего предела) для увеличения стабильности переохлажденного аустенита в стали, таким образом уменьшая критический охлаждая тариф стали GCr15. Однако, с увеличением температуры топления, ослаблятьы вторичные карбиды растворить слишком много в стали, водя к более большим зернам аустенита, и влиянию мешать рост мартенсита. Разница в твердости такого же кольца больше, и максимальная разница HRC2. Все еще немного небольшое массивное taustenite в погашенной и закаленной структуре время от времени. В то же время, точный игольчатый мартенсит также начал появляться. Под 500 metallographic микроскоп x, игольчатый мартенсит (перегретая ткань) смог быть увиден ясно. Гася повышения деформации остро, и тариф сверх-ошибки повышений изменения диаметра от меньше чем 10% к больше чем 20% в среднем, и механические свойства частей ухудшают относительно.
2. Используйте быстрое гася масло с более быстрым охлаждая тарифом. Должный к ограничению объективных условий, в продукции, небольшое количество воды неизбежно войдено в масляный бак, который постепенно сделает эмульсию масла в процессе пользы, изменить представление, потерять хорошее охлаждающее действие, и делает гася качество не может достигнуть идеальное влияние.
Процесс гасить качество стального кольца скольжения GCr15
Исследование и применение новой технологии термической обработки для колец скольжения
Охлаждать и способность к закалке гасить средство важный фактор влияя на качество термической обработки колец скольжения. Очевидно, это связано с металлургическими факторами workpiece, формой кривой c и охлаждая условиями. И гася средство с сильной охлаждая емкостью может сделать твердость workpiece после гасить высокий или твердея слоя более глубокого. На практике, ключ к обеспечению твердеть достаточно большой охлаждая тариф на подсказке носа кривой c, но относительно небольшой охлаждая тариф необходим во время преобразования мартенсита. Применение новой технологии приспособлено к этой характеристике. Путем изменение относительной скорости workpiece и гася масла, и изменение охлаждая и твердея способности гася средства, идеальное гася качество можно получить для того чтобы соотвествовать различных охлаждая тарифов для образования структуры workpiece на различных температурах.
1. охлаждая анализ теста прочности
Через много тесты и анализов, показаны, что охлаждая прочность масла может быть улучшена путем изменение охлаждая метода с новой технологией, улучшает качество термической обработки. Охлаждая прочность h параметр отражая охлаждая емкость средства, H=αλ/2 (α interfacial коэффициент передачи тепла; λ термальная проводимость стали). Значение h для неподвижной воды 0,1. Большой значение h, сильный охлаждая емкость средства. В тесте, согласно гася средству под различными агитируя условиями, изменение охлаждая прочности показано в таблице 1. Когда гасить унесен сильно агитировать масло, значение h может достигнуть 0,7. Вообще, значение h масла гася 0,3.
2. анализ микроструктуры и определения твердости
Кольцо в процессе испытывать модель продукта на 314/01, гасящ температуру 840,40 ℃, масло машины, хладоагент для 10 колец в статический гасить и охлаждая условия, через много экспериментов, заключено что изменения уровня troostite кольца в микроструктуре, кольце в условиях статических и динамического охлаждения, размере организации близко отличаются около 5 | 10 раз, под направляясь охлаждая условие, разница в твердости такого же кольца уменьшена до 0,5.
3. применение улучшения нового процесса и оборудования
Новый процесс изменить производственные объекты, изменить гася масло и охлаждать куртки воды в обеспечивая циркуляцию охлаждать, использует большой масляный насос подачи для того чтобы впрыснуть охлаженное масло от дна гася танка, сперва формирует циркуляцию под воронкой, подъем равномерно, и после этого через 2 слоя плиты отверстия для того чтобы сформировать равномерную темную фонтанируя впрыску столбца масла верхнюю, поверхность масла в масляном баке кипит. И может изменить подачу выхода масляного насоса, изменить скорость относительного движения кольца и масло, для того чтобы соотвествовать различных охлаждать тарифов в процессе образования workpiece, и в то же время, верхнее масло нагнетено вне во времени так, что температура масла верхних и более низких слоев в пазе масла по существу будет сбалансирована. Систему фильтрации охлаждать масла не только делает масло можно полно охладить, но также делает масло может быть очень хорошим очищением. Новый процесс не только соотвествует высокие охлаждая тарифа стали GCr15 под высокотемпературным состоянием, обеспечивает гася твердость и однородность гасить, но также встречает критический гася тариф необходим аустенитом с точными зернами и содержанием низкоуглеродистых и хромия произведенными austenitizing workpiece на более низкой температуре, уточняя структуру матрицы мартенсита. Avoid гася отказ, делает кольцо скольжения гася твердость стабилизированный контроль в HRC64~65.5, гася микроструктуру ранга 2~3. С 2 уровнями как больше всего, наружный диаметр ¢100mm или больше после гасить диаметр изменения кольца над частотой повторения ошибок уменьшенной до около 7%, поверхностной яркостью workpiece после увеличенный гасить, полностью квалифицированного качества, уменьшает потерю отхода и ремонта.
Улучшение производственных объектов горяче гасящ переполнение масла верхушки среднего класса танка к блоку фильтрации, и после этого в набор накладных расходов латунного охладителя трубки в (место) в бассейне очищая цикла, а после этого после охлаждать в масляном насосе масляного насоса во дно погасите танк, между 2 слоями апертуры ¢5 mm, тангаж 20 mm x 20 mm пористой плиты, отверстия на втором этаже располагать ступенями, обеспечьте равномерный подъем охлаждая масла.
VIIPLUS предназначено к исследованию и изготовляет всех видов втулок, запасных частей, частей машинного оборудования и частей точности. Мы одобрены третьей стороной относительно свидетельства о качестве товара. До сих пор, мы provied итог 10 категорий продуктов, включая составную самосмазочную втулку, границу смазывая втулку, биметаллическую втулку, спеченную маслом втулку, твердую смазывая втулку с графитом, стальную втулку, втулку литейной меди, в оболочке бронзовую буксу, сферически простой подшипник и подшипник раны нити. Качество и представление соотвествовали или превышают международным стандартам.

-
Описание
| Свойства Material&Bearing | Блок | Значение | Блок | Значение | ||
| Нагрузка Max.dynamic | MPa | 250 | psi | 36 200 | ||
| Рабочая температура | °C | „- 100 к 350) | °F | -148 до 662 | ||
| Смазка тавота | ||||||
| Скорость Max.sliding | m/s | 0,1 | fpm | 19,7 | ||
| Значение Max.PV | m/s | 1,5 | psi fpm x | 43 500 | ||
| Min.Hardness | HRC | 55 | HRC | 55 | ||

-
Описание
| Свойства Material&Bearing | Блок | Значение | Блок | Значение | ||
| Нагрузка Max.dynamic | MPa | 100 | psi | 14 500 | ||
| Рабочая температура | °C | „- 100 к 250) | °F | -148 до 482 | ||
| Смазка тавота | ||||||
| Скорость Max.sliding | m/s | 0,5 | fpm | 100 | ||
| Значение Max.PV | m/s | 1,5 | psi fpm x | 43 500 | ||
| Min.Hardness | HV | 600 | HV | 600 | ||
| Материал |
1. Нержавеющая сталь: SS303, SS304, SS316, SUS420J2, etc 2. Сталь: 12L14, 12L15, C45 (AISI1045), etc 3. Сталь углерода: CH1T, ML08AL, 1010, 1035, 1045, etc 4. Легированная сталь: 10B21, 35ACR, 40ACR, 40Cr, 35CrMn, etc 5. Алюминиевый или алюминиевый сплав: Al6061, Al6063, etc 6. Латунь: C3604, C38000, etc |
Типичное применение
экскаваторы, краны и некоторые критические части машины конструкции.
Порекомендованные продукты