


Производство литых бронзовых втулок сегодня
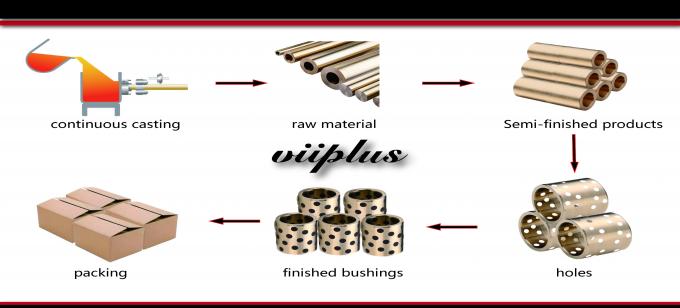
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС ПРОМЫШЛЕННОСТИ ГРАФИТОВОЙ ПРОМЫШЛЕННОСТИ (БЕЗ БРОНЗЫ) (OD≤120MM)
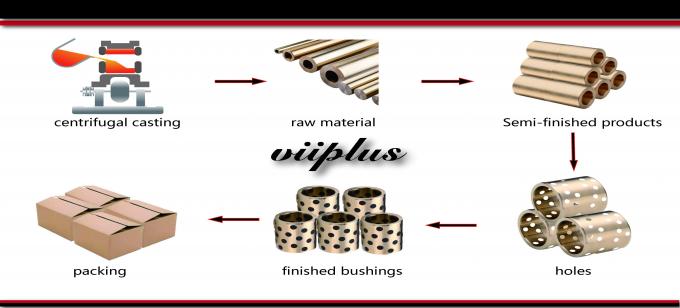
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС ПРОМЫШЛЕННОСТИ ГРАФИТОВОЙ ПРОМЫШЛЕННОСТИ CAST BRONZE (OD > 120MM)
Процесс изготовления материала, процесс литья бронзовых графитовых подшипников
Литой бронзовый графитовый подшипник с масляными пробками обеспечивает необслуживаемое решение для подшипников, особенно для высоких нагрузок, с прерывистым колебательным движением. Подшипник с масляными графитовыми вставками изготовлен из базового материала из литого бронзового сплава со специальными твердыми смазочными материалами. Основной металл выдерживает высокие нагрузки, а графит обеспечивает самосмазывание. Этот тип подшипников масел показывает отличные характеристики без предварительной смазки в условиях экстремально высоких / низких температур с низкой скоростью.
Непрерывное литье
Непрерывное литье - это усовершенствованный метод литья, при котором расплавленный металл непрерывно заливается в специальную металлическую форму, называемую литейной формой. Отвержденная (заключенная в оболочку) отливка непрерывно вытягивается из другого конца формы. Развитие непрерывной разливки является важным средством оптимизации структуры металлургической промышленности Китая, что в корне изменит низкую эффективность и высокое потребление металлического материала в Китае. производство, и способствовать развитию структуры продукта в направлении специализации. Развитие передовых технологий непрерывного литья, таких как почти окончательное непрерывное литье, монокристаллическое непрерывное литье, высокоэффективное непрерывное литье и горячая загрузка заготовки непрерывного литья, будет быть очень активным, и будет способствовать разработке серии новых материалов.
Центробежное литье
Центробежное литье представляет собой технику и способ заливки жидкого металла в быстро вращающуюся форму для заполнения формы и формирования отливки. Из-за центробежного движения жидкий металл может хорошо заполнять форму в радиальном направлении и образовывать свободную поверхность Литье. Цилиндрическое внутреннее отверстие можно получить без сердечника. Помогает удалить газы и включения из жидких металлов. Влияет на процесс кристаллизации металла, улучшая тем самым механические и физические свойства отливок.
Характеристики и преимущества
Бесплатная поддержка
Самосмазывание
Области применения, в которых трудно добавлять масла / консистентные смазки
Тяжелые грузы и низкая скорость
Типы бронзовых подшипников
l несущие формы на заказ:
л прямые втулки
l фланцевые втулки
l носить пластины
l Упорная шайба
л бронза нет графита
л бронза с графитом
l Custom Bushing: Специальные детали в соответствии с ISO, DIN или конструкцией заказчика, специальные сплавы.
заявка
Самосмазывающиеся втулки, используемые в штампах, штампах, штампах, пресс-формах, специальных машинах и тяжелом оборудовании всех типов.
Состав и свойства материала
- Обработанные детали из бронзы
- Изготовление по чертежам клиентов
- Комплексное производство
- Международный сервис
- опыт самосмазывающихся бронзовых подшипников
Литые бронзовые подшипники - это самосмазывающиеся подшипники скольжения, изготовленные нами. Основным принципом литых бронзовых подшипников является высокоэффективный твердый смазочный материал с графитовой и композитной твердой смазкой MoS2, встроенной в металлическую матрицу. Это нарушает общую смазку подшипников ограничениями масляной пленки. В процессе использования, благодаря теплоте трения, чтобы сделать твердую смазку и вал трения, образование масла, сосуществование порошковой смазки превосходные условия, не только сохранение защитного вала не изнашивается, и делают характеристики твердой смазки вечными , Его твердость выше средней медной втулки в один раз, износостойкость также в один раз. В настоящее время он широко используется в металлургических машинах непрерывного литья заготовок, опорах поездов, оборудовании для стальной прокатки, горнодобывающем оборудовании, кораблях, газовых турбинах и других высокотемпературных, высоконагруженных, низкоскоростных тяжелых грузах и других случаях.
Во-первых, мы представляем два наиболее распространенных типа процесса литья медных подшипников скольжения. Это литье в песок, центробежное литье и непрерывное литье.
(1) центробежное литье: это литейный метод отверждения путем заливки металлической жидкости во вращающуюся форму и заполнения формы центробежной силой. Поток процесса: преимущества характеристик процесса: 1. Практически нет расхода металла в разливочной системе и в вертикальной системе, что повышает производительность процесса; 2. 2. Пустотелые отливки можно изготавливать без сердечника, что позволяет значительно улучшить производительность заполнения металла при производстве длинных трубчатых отливок; 3. Высокая плотность разливки, мало дефектов, таких как пористость и шлак, а также высокие механические свойства; 4. Удобно изготавливать композитные металлические отливки из цилиндра и гильзы. Недостатки: 1. Существуют определенные ограничения при изготовлении отливок специальной формы; 2. Диаметр внутреннего отверстия отливки неточный, поверхность внутреннего отверстия шероховатая, качество низкое, а припуск на обработку большой; 3. Литье легко производить разделение удельного веса. Применение: центробежное литье впервые было использовано при производстве литых труб. Технология центробежного литья используется в металлургии, горнодобывающей, транспортной, ирригационной и дренажной технике, авиационной, национальной оборонной, автомобильной и других отраслях промышленности в стране и за рубежом для производства стальных, чугунных и неуглеродистых углеродистых сплавов. Среди них центробежная чугунная труба, гильза цилиндра двигателя внутреннего сгорания и втулка оси являются наиболее популярными отливками.
Непрерывное литье: усовершенствованный метод литья, при котором расплавленный металл непрерывно заливается в специальную металлическую форму, называемую литейной формой. Отвержденная (заключенная в оболочку) отливка непрерывно вытягивается из формы для получения отливки любой длины или определенной длины. 1. Поскольку металл быстро охлаждается, кристалл плотный, структура однородная, а механические свойства хорошие; 2. Сохранить металл и увеличить урожайность; 3, упростить процесс, исключить моделирование и другие процессы, тем самым снижая трудоемкость; Требуемая производственная площадь также значительно сокращается; 4, непрерывное литье производства легко достичь механизации и автоматизации, повысить эффективность производства. Применение: метод непрерывного литья может использоваться для литья стали, чугуна, медного сплава, алюминиевого сплава, магниевого сплава и других длинных отливок с одинаковой формой сечения, таких как слиток, сляб, пруток, труба и т. Д.
Лучший способ определить, какой метод литья является лучшим для вашего проекта, - проконсультироваться с одним из наших опытных инженеров по продажам. Они изучат каждый фактор, относящийся к вашему проекту, и порекомендуют методы литья медных гильз, осей и компонентов для ваших индивидуальных потребностей. Чтобы связаться с одним из наших инженеров по продажам, нажмите на ссылку ниже. Свяжитесь с нашим инженером по продажам.
Технические данные
класс JDB-10 JDB-20 JDB-30 JDB-40 JDB-50 материал CuZn25Al5 CuSn5Pb5Zn5 CuAI10Ni5Fe5 HT250 CuSn12 плотность 8 8,9 7,8 7,35 8,9 твердость ≥210 ≥70 ≥150 ≥160 ≥75 Предел прочности ≥750 ≥250 ≥500 ≥150 ≥270 Предел текучести ≥450 ≥90 ≥260 ≥150 относительное удлинение ≥12 ≥13 ≥10 ≥12 ≥5 Коэффициент о линейном расширении 1,9 × 10-5 / ℃ 1,8 × 10-5 / ℃ 1.6 × 10-5 / ℃ 0,8 × 10-5 / ℃ 1,8 × 10-5 / ℃ Max.Temp. -40 ~ 300 ℃ -40 ~ 400 ℃ -40 ~ 400 ℃ -40 ~ 150 ℃ -40 ~ 400 ℃ Макс. Динамическая нагрузка 100 60 50 70 70 Max.speed (сухой) 15 10 20 0,15 10 Н / мм * м / с (смазка) 200 60 60 0.8 80 Деформация сжатия <0,01 мм <0,05 мм <0,04 мм <0,05 мм Продукты и приложения
Компания VIIPLUS по национальному стандарту КИТАЙ может не только реализовать производство самосмазывающихся медных графитовых сплавов из графитового сплава, но и в соответствии со стандартами США на производство медного покрытия в США, Евросоюзе, Японии и других странах, а также по специальному заказу клиента. Требования к разработке материалов из медных сплавов компания VIIPLUS CHINA может также по чертежам заказчика при производстве прецизионных готовых деталей.